- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

لیب کی اقدار کو سمجھنا: رنگ پڑھنے کا صحیح طریقہ - انجینئرنگ پلاسٹک میں رنگ کے فرق کے کنٹرول کے لیے تین بنیادی پیرامیٹرز
"کیا کلر میٹر رپورٹ پر 2.1 کا ΔE قابل قبول ہے یا نہیں؟"
"گاہک کہتا ہے کہ لیب کی قدریں بند ہیں، لیکن رنگ مجھے تقریباً ایک جیسے نظر آتے ہیں۔"
یہ وہ سوالات ہیں جو ہماری تکنیکی ٹیم ہر روز سنتی ہے۔ انجینئرنگ پلاسٹک کی صنعت میں، رنگ کا فرق اب صرف ننگی آنکھ سے نہیں پرکھا جاتا ہے۔ چاہے یہ آٹوموٹیو کے اندرونی حصے ہوں، 3C الیکٹرانک ہاؤسنگز، یا صنعتی ساختی اجزاء، صارفین تقریباً ہمیشہ ہی رنگین فرق قبولیت کا معیار شامل کرتے ہیں جو واضح طور پر بیان کرتا ہے: ΔE ≤ 0.5، L, a, b اقدار کے ساتھ مخصوص رواداری کے اندر۔
تو L، a، اور b بالکل کیا ہیں؟ اور وہ بصری معائنہ سے زیادہ قابل اعتماد کیوں ہیں؟ آج، ہم ان تینوں پیرامیٹرز کو انجینئرنگ پلاسٹک کی پیداوار کی زبان میں بیان کریں گے۔

I. رنگ کا "کوآرڈینیٹ سسٹم": لیب کلر اسپیس
تصور کریں کہ نقشے پر کسی مقام کی نشاندہی کرنے کے لیے، آپ کو عرض البلد، عرض بلد اور اونچائی کی ضرورت ہے۔ لیب کلر اسپیس رنگ کے لیے "تھری ڈائمینشنل کوآرڈینیٹ سسٹم" ہے۔
1976 میں انٹرنیشنل کمیشن آن الیومینیشن (CIE) کے ذریعہ قائم کیا گیا، یہ رنگ کی پیمائش کے لیے عالمی گولڈ اسٹینڈرڈ ہے۔ کوئی بھی رنگ اس سہ جہتی خلا میں کوآرڈینیٹس کے سیٹ (L، a، b) کے ذریعے منفرد طور پر واقع ہو سکتا ہے۔
• L قدر (ہلکی پن) : 0 سے 100 تک کی حد۔ L=100 خالص سفید ہے، L=0 خالص سیاہ ہے۔ انجینئرنگ پلاسٹک میں، کالا حصہ سرمئی یا سفید حصہ زرد مائل ہونا بنیادی طور پر L قدر میں تبدیلی ہے۔
• ایک قدر (سرخ-سبز رنگ) : مثبت قدریں سرخ کی نشاندہی کرتی ہیں، منفی قدریں سبز کی نشاندہی کرتی ہیں۔ جب ایک شعلہ ریٹارڈنٹ ABS جو کہ روشن سرخ ہونا چاہیے ایک "خراب اینٹوں کے سرخ" میں بدل جاتا ہے، تو ممکنہ طور پر ایک قدر مسئلہ ہے۔
• بی قدر (پیلا نیلا رنگ) : مثبت قدریں پیلے رنگ کی نشاندہی کرتی ہیں، منفی قدریں نیلے رنگ کی نشاندہی کرتی ہیں۔ بی قدر سب سے زیادہ "حساس" پیرامیٹر ہے - PBT، PC، اور نایلان جیسے مواد اعلی درجہ حرارت کی پروسیسنگ کے دوران پیلے ہونے کا خطرہ رکھتے ہیں۔ جب بی قدر مثبت طور پر بدل جاتی ہے، تو حصہ بظاہر "پیلا ہو جاتا ہے۔"
II تین نمبر، تین عام "رنگ کے فرق کی علامات"
پروڈکشن فلور پر، ہم لیب کی اقدار میں تبدیلی کے ذریعے بنیادی وجوہات کی فوری تشخیص کرتے ہیں:
1. L قدر میں بڑا انحراف - مواد کی حالت اور مولڈنگ کے عمل کو جانچنے کو ترجیح دیں۔
• ہائی ایل ویلیو (بہت سفید/پیلا): ممکنہ طور پر کم سڑنا درجہ حرارت یا رنگین ماسٹر بیچ میں ٹائٹینیم ڈائی آکسائیڈ کی ناکافی۔
• کم ایل ویلیو (بہت تاریک): ممکنہ طور پر مادی انحطاط (زیادہ زیادہ درجہ حرارت کی نمائش) یا خراب مولڈ وینٹنگ۔
2. قدر میں بڑا انحراف - مواد کی تشکیل کو جانچنے کو ترجیح دیں۔
• قدر میں مثبت تبدیلی (سرخ مائل): شعلہ retardant مواد میں عام، جہاں شعلہ retardant اعلی درجہ حرارت پر گل جاتا ہے، جس سے رنگین رنگت خراب ہوتی ہے۔
3. بی قدر میں بڑا انحراف - خشک ہونے کے حالات اور انجیکشن کے درجہ حرارت کو جانچنے کو ترجیح دیں۔
• بی قدر میں مثبت تبدیلی (زرد مائل): سب سے عام وجہ زیادہ خشک ہونا یا ضرورت سے زیادہ پگھلا ہوا درجہ حرارت ہے۔ نایلان مواد خاص طور پر حساس ہوتے ہیں - 0.5 کا بی ویلیو ڈرفٹ ننگی آنکھ کے لیے بظاہر "زرد" ہوتا ہے۔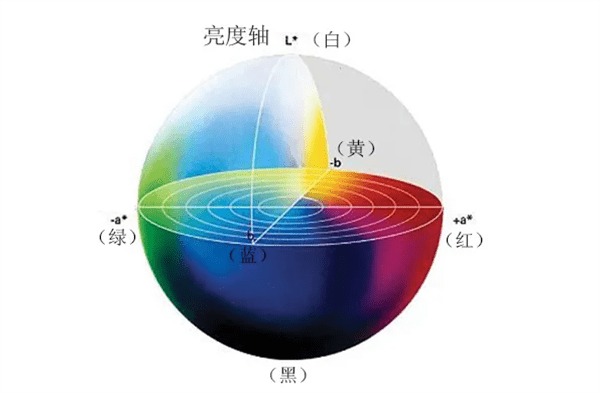
III ΔE کیا ہے؟ ہم اکیلے ΔE پر بھروسہ کیوں نہیں کر سکتے؟
ΔE L، a، اور b کے طول و عرض میں مشترکہ انحراف ہے، جس کا حساب اس طرح کیا جاتا ہے:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
یہ "کلرنگ فرق" کا خلاصہ کرنے کے لیے ایک نمبر کا استعمال کرتا ہے، جس سے فوری فیصلہ کرنا آسان ہے۔ تاہم، مسئلہ یہ ہے: ایک ہی ΔE بہت مختلف رنگ انحراف کی نمائندگی کر سکتا ہے۔
مثال کے طور پر:
• کیس A: ΔL=1.0، Δa=0، Δb=0 → ΔE=1.0 (تھوڑا بہت سفید)
• کیس B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (تینوں سمتوں میں انحراف)
دونوں کے پاس تقریباً ایک ہی ΔE ہے، لیکن کیس B زیادہ "پیچیدہ" ہے اور کھلی آنکھ میں "مٹی" ظاہر ہو سکتا ہے۔ لہذا، پیشہ ورانہ رنگ فرق کنٹرول کو ΔE اور انفرادی رواداری دونوں پر غور کرنا چاہئے۔ آٹوموٹو کے اندرونی حصوں کے لیے ایک عام معیار ہے: ΔE <1.0، |ΔL| کے ساتھ <0.5، |Δa| <0.5، |Δb| <0.5۔
چہارم رنگ کا فرق کہاں سے آتا ہے؟ چار مشترکہ ذرائع
صارفین کی خدمت کے برسوں کے تجربے کی بنیاد پر، رنگ کے فرق کے اہم ذرائع چار زمروں میں آتے ہیں:
1. مٹیریل بیچ کی تبدیلی - انجینئرنگ پلاسٹک کے مختلف بیچوں کے بنیادی رنگ میں معمولی فرق ہو سکتا ہے۔ یہاں تک کہ ایک ہی گریڈ کے لیے، POM کے لیے بیچ سے بیچ بی ویلیو میں 0.3–0.5 کا اتار چڑھاؤ کوئی غیر معمولی بات نہیں ہے۔
2. خشک کرنے کا عمل قابو سے باہر - نایلان، پی ای ٹی، اور پی سی جیسے مواد نمی کے لیے حساس ہوتے ہیں۔ کم خشک یا زیادہ خشک ہونے سے زرد ہو سکتا ہے۔ ایک صورت میں، ایک آپریٹر نے خشک کرنے والے درجہ حرارت کو 80 ° C سے 100 ° C تک بڑھا دیا، جس کی وجہ سے B- قدر 1.2 سے 2.8 تک بڑھ گئی، جس سے پورے بیچ کو ختم کر دیا گیا۔
3. انجیکشن مولڈنگ کے عمل میں اضافہ - بیک پریشر، سکرو کی رفتار، انجیکشن کی رفتار، ہولڈنگ پریشر، مولڈ درجہ حرارت وغیرہ میں چھوٹی تبدیلیاں پگھلنے کے بہاؤ اور کرسٹلائزیشن کے رویے کو تبدیل کر سکتی ہیں، جس سے رنگ کی ظاہری شکل متاثر ہوتی ہے۔ گلاس فائبر پربلت مواد خاص طور پر حساس ہیں.
4. پیمائش کے ماحول میں فرق - مختلف رنگین میٹر، روشنی کے ذرائع، پیمائش کے یپرچرز، یا یہاں تک کہ آپریٹر کی طرف سے لگایا جانے والا دباؤ ریڈنگ کو متاثر کر سکتا ہے۔ صارفین اور سپلائرز کو پیمائش کے ایک متحد معیار پر متفق ہونا چاہیے (مثال کے طور پر، D65 الیومیننٹ، 10° مشاہداتی زاویہ)۔
V. نتیجہ: رنگ کا انتظام کیا جا سکتا ہے۔
انجینئرنگ پلاسٹک میں، رنگ اب کوئی معمہ نہیں رہا۔ تین نمبر L، a، اور b موضوعی احساس کو "میرے خیال میں رنگ غلط ہے" کو معروضی حقیقت میں بدل دیتے ہیں "L قدر برداشت سے 0.6، b کی قدر 0.8 سے زیادہ ہے۔" رنگوں کے فرق کے چار ذرائع کو سمجھنے سے ہمیں مسائل پیدا ہونے سے پہلے روکنے میں مدد ملتی ہے۔